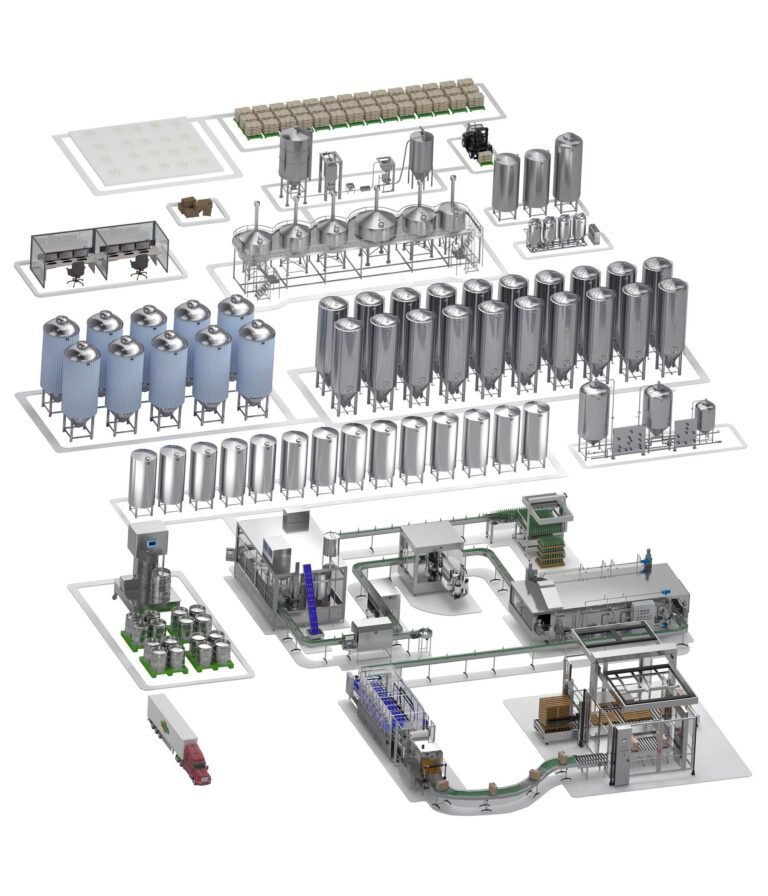
Main Systems of the 250HL Industrial Brewery Equipment
A complete 200HL industrial brewery equipment includes multiple integrated modules to ensure stable production, high efficiency, and consistent beer quality.
1. Malt Storage Silo
High-capacity malt storage silos ensure optimal preservation of brewing raw materials.
Advanced humidity and temperature control systems protect the malt from environmental fluctuations while maintaining consistent quality. The silo design also minimizes contamination risks and improves raw material logistics within the brewery.

2. Wet Milling System
The wet milling system provides precise and efficient grain crushing.
By gently breaking the malt kernel while preserving the husk, the system improves starch exposure and increases mashing efficiency. The closed-loop design reduces dust generation and waste, creating a cleaner and safer working environment.

3. Brewhouse System
The brewhouse system is the heart of the brewery equipment. Depending on production requirements, the system can be configured as 4-vessel, 5-vessel, or 6-vessel brewhouse.

4. Fermentation System
Outdoor cylindrical-conical fermentation tanks are designed to withstand variable weather conditions while maintaining precise fermentation control.
Each tank is equipped with cooling jackets, temperature sensors, and pressure monitoring systems to ensure stable yeast activity and consistent flavor development.

5. Yeast Propagation System
The yeast propagation system ensures healthy and active yeast cultures for continuous brewing operations.
A sterile environment combined with automated nutrient dosing allows rapid yeast growth and reduces fermentation lag time between batches.

6. Filtration System
The filtration system provides bright, clear beer before packaging.
A dual-stage filtration design combining centrifugal separation and diatomaceous earth filtration removes suspended particles and improves beer stability while maintaining flavor characteristics.

7. Sterilization Systems
Two types of pasteurization systems are available depending on product requirements.
Flash pasteurization minimizes flavor impact while ensuring microbial stability. Tunnel pasteurization provides longer shelf life for packaged beer products.

8. High Gravity Dilution System
The high gravity brewing module allows breweries to produce concentrated beer during fermentation and dilute it precisely afterward.
This technology improves production efficiency, reduces fermentation tank requirements, and increases overall brewery flexibility.

9. Centralized Control System
The fully automated PLC control system manages the entire production line.
Operators can monitor brewing parameters in real time through an intuitive interface. Remote access capabilities allow production monitoring and troubleshooting from anywhere.

10. CIP Cleaning System
The automatic Clean-in-Place (CIP) system ensures efficient sanitation across the brewery.
Programmable cleaning cycles reduce water consumption and minimize downtime while maintaining the highest hygiene standards.

11. Packaging and Filling Systems
The system supports multiple packaging options to meet market demands.
Available filling solutions include:
Bottle filling line
Can filling line
Keg filling system
Bright beer tank filling
High-speed filling equipment minimizes oxygen exposure and preserves beer freshness.

12. CO2 Recovery System
The CO2 recovery system captures carbon dioxide produced during fermentation.
Recovered CO2 is purified and reused for carbonation and packaging processes, reducing environmental impact and operating costs.

13. Cooling System
High-efficiency industrial chillers maintain stable temperatures across fermentation, storage, and processing stages.
Variable-speed compressors adjust cooling capacity based on production demand, reducing energy consumption.

14. Steam Heating System
Steam boilers provide rapid and uniform heating for brewhouse operations.
Steam heating is ideal for mashing, wort boiling, and CIP cleaning, offering stable temperature control and high thermal efficiency.

15. Compressed Air System
Oil-free air compressors provide clean compressed air for pneumatic valves, packaging machines, and other brewery equipment.
Energy recovery modules help improve overall system efficiency.

16. Water Treatment System
Water quality is essential for beer flavor and consistency.

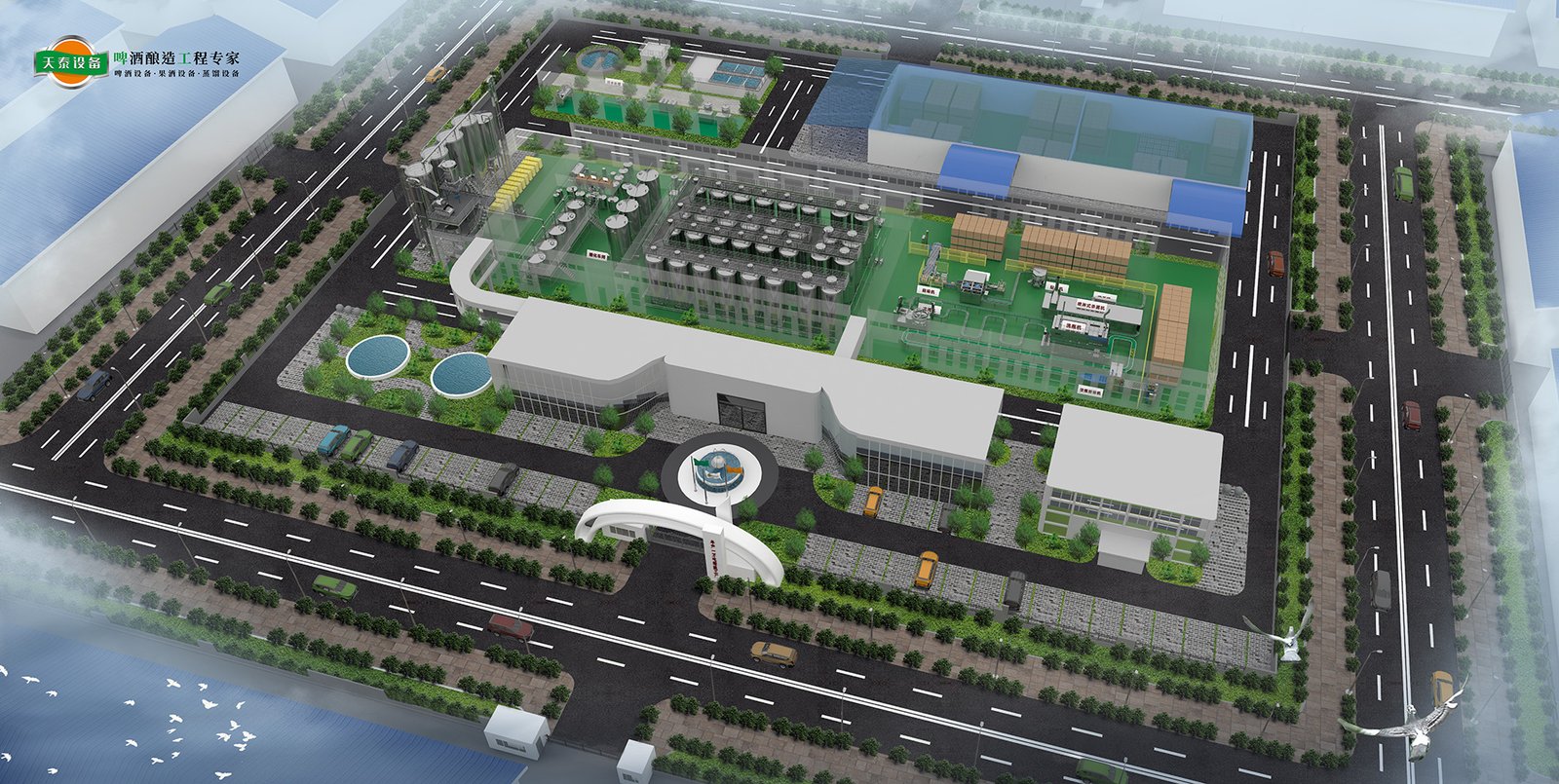
Why Choose Tiantai 250HL Industrial Brewery
Tiantai industrial brewery systems are designed to support modern large-scale beer production.
–Complete Turnkey Solution
All equipment and systems are integrated to create a seamless brewery production line.
–Energy Efficient Design
Heat recovery, water recycling, and CO2 recovery systems reduce operating costs and environmental impact.
–Scalable Architecture
Modular equipment design allows future production expansion.
Start Your Industrial Brewery Project
Tiantai provides complete brewery equipment engineering services, including process design, equipment manufacturing, installation, and technical training.
If you are planning to build a 250HL industrial brewery, our engineering team can help you design the most efficient production solution.